语言选择:




“铁铝瓷防磨护瓦”在循环流化床锅炉上的应用
第一节 合金钢简介
为了得到或改善某些性能,在非合金钢的基础上添加适量的一种或多种合金元素的铁碳合金叫合金钢。
合金元素的作用:铬、铝、硅铁素体形成元素,在高温下使钢表面形成致密的氧化膜,防止钢继续氧化,是提高钢高温抗氧化性和高温气体腐蚀的主要元素。铬能显著提高低合金强钢的再结晶温度,2%Cr的强化效果最好。镍、锰等奥氏体形成元素:镍提高奥氏体的高温强度和改善钢的抗渗碳性。锰可代替镍,但对钢的抗氧化性有害。钒、钛、铌、钨、钼是碳化物形成元素又是铁素体形成元素。细小而弥散分布的合金碳化物能提高钢的高温强度。钛、铌与碳结合还可防止奥氏体在高温下或焊后产生晶间腐蚀。碳和氮可扩大和稳定奥氏体从而提高耐热钢的高温强度。含锰、铬高的钢则氮的溶解度大而有利于用氮代镍。硼和稀土均为耐热钢中常使用的微量元素。硼可以提高钢的高温强度,而稀土元素除了提高高合金耐热钢的热塑性外,明显提高高合金钢的抗氧化性,对持久强度的提高也有利。
第二节 合金钢性能
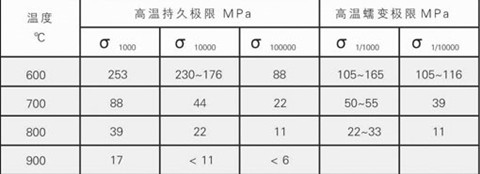
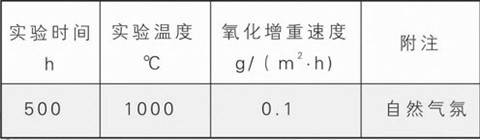
合金具有较高的强度、耐磨性、耐蚀性(H2S、SO2等气体腐蚀)、耐热性(高温不起皮)、热强性、红硬性。(详细性能见表一、表二、表三)
表一 高温性能
表二 抗氧化性能
表三 高温长时性能

表四 铁铝瓷物理指标
|
项目 |
硬度 HRC |
抗弯强度 N/NM2 |
导热系数 W/(m.k) |
密度 g/cm3 T/m3 |
线膨胀系数 (700~1000) |
可焊性 |
工作温度 |
|
数据 |
28~56 |
300~400 |
35~40 |
7.4~7.6 |
18 |
良好 |
1300℃ |
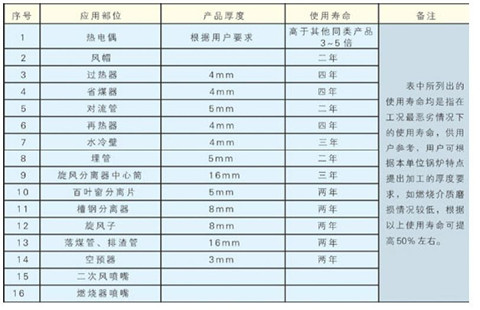
合金钢根据用户图纸即可加工,采用精密铸造,规格精确,材料组织均匀,性能稳定,产品的型号规格由用户确定,广泛适用于电厂、化工厂各种循环流化床锅炉、沸腾炉、煤粉炉及其它各种锅炉磨损部位。(各个部位具体使用寿命见表五)
表五 锅炉各个部位防磨产品使用寿命表
第三节 高寿命复合埋管
一、复合埋管简介
复合埋管采用特殊工艺,将耐高温耐磨合金浇铸在锅炉管外表面,此合金层与管壁外表面基本无缝隙,避免了空气热阻。
复合埋管因管壁加厚对锅炉管传热有微小影响,但因复合埋管外侧防护层是与锅炉管熔铸在一起,同时防护层采用鳍片形式,有效的增大了受热面积,足以弥补因管壁加厚带来的微小影响。如采用单面复合埋管,正常使用寿命18000~26000h,如采用双面(整圆周),则可将使用寿命提高一倍,即在单面防护层磨损后,可将复合埋管旋转180度继续使用。
循环流化床锅炉复合埋管产品,是采用国标GB-531020G锅炉管通过特殊工艺外敷防磨合金材料加工制造而成,是当前锅炉解决水冷壁管段、锅炉埋管、水冷屏等部位磨损问题在需要更换管段条件下的首选产品。该产品具有耐高温、耐磨损、耐腐蚀、抗涡流、维护方便等特点。其表面硬度HRC达到56~60,耐温性能达到1200℃,正常使用超过20000小时以上的优良性能,被用户广泛的应用在各种炉型被磨损的水冷壁系统管段上。

二、安装技术说明
1、 锅炉复合管制作时,两端予留有安装连接接头,材质为GB-531020G锅炉管,安装时由于予留管头的壁厚δ=10mm,大于锅炉原管壁厚,为可靠焊接,坡口必须开度<45°,使用J422焊条焊接,最好采用氩弧焊打底焊接
2、 上下管头焊接前要确保上下管的垂直度,焊后将焊肉要打磨平整,以免造成新的涡流磨损。
3、鳍片一般采用热轧板条按原炉鳍片厚度剪切制成,安装时将鳍片板条校平后就可安装。炉内侧鳍片焊接采用A402白钢焊条满焊,炉外侧可采用A102白钢焊条焊接。炉内鳍片条焊接时要求焊肉平整,个别凸起焊肉需打磨平整,以免造成鳍片的涡流磨损。
4、焊接鳍片的焊机采用直流焊机时焊接效果更好。
三、锅炉复合管安装时及安装后的维护说明
1、由于鳍片焊接时,所有的焊接应力全部集中在护瓦表面上,而复合管外部防磨段注重运行防磨效果,表面硬度较高,因此在焊接时不可避免的由于应力作用造成个别护瓦发生裂纹现象,发生此现象属正常现象,应在焊接时发现并采用A402焊条点焊固定以免脱落,护瓦表面经补焊后,不影响使用性能和寿命。
2、复合管安装后,锅炉投入运行,在运行一个周期(建议一个月内)停炉后其鳍片与复合管间的焊接应力会完全释放,此时应全面的对复合管进行一次检查,发现裂纹现象进一步补焊,之后可连续20000小时的可靠运行使用。
第四节 埋管防磨护瓦
一、埋管防磨护瓦简介
防磨护瓦是铁铝瓷T1合金或T8合金铸造的,两种合金的物理指标如表4所示。它是耐高温、耐磨、耐腐蚀的锅炉管防磨产品,其表面硬度HRC达到56~60,耐温达到1200℃,使用寿命超过20000小时以上,并由于拆装简单方便、快捷,是当前锅炉管防磨解决的最佳选择。
1、换管——(适于大修)在密相区内按实际高度截取磨损的锅炉管,换上复合管,避免了护瓦、喷涂重量新形成的微小凸台,避免了磨损上移;
2、加装护瓦——(适于小修)将护瓦防护高度越过浓稀相分界面,此法施工简便、效果良好。

标准埋管护瓦规格
|
项 目 顺 序 |
内径×长度×厚度 |
安装方法 |
备注 |
|
1 |
Ø60+2×368×4 Ø57+2×368×4 Ø51+2×368×4 Ø42+2×368×4 |
焊接和吊环 |
埋管厚度6㎜ |
|
2 |
Ø60+2×120×4 Ø57+2×120×4 Ø51+2×120×4 Ø42+2×120×4 |
焊接 |
埋管厚度6㎜ |
|
3 |
Ø60×5000×4 Ø57×5000×4 Ø51×5000×4 Ø42×5000×34 |
整体铸造 |
埋管厚度5㎜ |
二、防磨护瓦的安装说明
由于防磨瓦的耐磨性能好表面硬度大,为了保证埋管护瓦的使用效果,客户选用该产品后安装时,必须严格按照要求施工,确保使用性能。
1、防磨护瓦的制作严格按锅炉标准炉内管段弧度半径制作,加工时已经严格检验,能够满足客户使用安装(客户的管段异常情况,需在定货时特殊说明)。
2、 防磨护瓦安装时,每个护瓦上下之间的接合处要予留有1.5mm膨胀缝隙,以保证使用过程中护瓦因膨胀而引起的段裂。
3、磨护瓦安装时尽可能保持上部的统一标高(四角除外)以免造成上部不规则的涡流磨损。
4、防磨护瓦安装时,整个护瓦内弧与管子紧密接合,如管子上存在焊点或凸起部位,应先打磨平整后再行安装护瓦。个别锅炉管鳍片与焊肉由于检修后,凸起较多时,应打磨焊肉或护瓦内弧边的坡角后能紧密接合时,才可安装护瓦。
5、防磨护瓦安装焊接时,采用段焊方式。焊接需牢固可靠,焊条应使用A402焊条,段焊长度保证15mm—20mm,间隔40mm为好,焊肉不得凸出护瓦2mm,否则需切割打磨平整。焊接后需将焊点药皮清理干净。
6、护瓦安装好后,锅炉运行使用后,防磨护瓦在焊接时产生的热应力,已完全释放,这时应对护瓦进行一次全面检查,发现有个别裂纹的护瓦应采用A402焊条进行裂面补焊以免脱落。护瓦面表面出现裂面经补焊后不影响使用性能和寿命。
7、防磨护瓦上部的倒角护瓦,其上部经长期磨损,会出现月牙状的缺损,应及时更换,以防止涡流磨损锅炉管段。
第五节 超导耐高温导热胶填充物
一、 产品介绍
超导耐高温导热胶填充物是一种无机硅铝铜的超导热材料,它通常典型使用在我公司产品防磨护瓦、复合管、等系列产品,安装时管瓦之间空隙填充用。特点是耐高温、耐腐蚀、导热性好、耐压性能高,有效导热及冷却护瓦作用,不绝缘,导热,与铜及不锈钢的膨胀系数相近。超导耐高温导热胶填充物固化物反映为灰色,有弱酸性,导热填充颗粒一般为氧化铝、氧化铜、氧化镁、镍、铬、硅、石墨粉末的混合颗粒,具有良好的导热性能,耐热温度1480℃,使用温度1200℃。
二、应用领域:适合护瓦与锅炉管之间空隙填充,锅炉浇筑料、捣打料缝隙修补。
三、使用方法
1、护瓦安装前将予安装的护瓦管段清扫去污。
2、将混合好调匀成可流动的糊状填充物均匀的涂满护瓦内弧侧,扣接在管外敲实,将挤出填充物清理干净,焊接好护瓦即可。
3、空隙充满填充物的护瓦整体焊接好后,室温下放置12—24小时即可。
第六节 锅炉四管护瓦
省煤器管,低、高温过热器管,空气预热器管,统称为“四管”。“四管”的磨损很严重,较好办法就是加装铁铝瓷护瓦防磨。护瓦分为直条式和U型式与被防磨的管子一律采用卡环固定,不准焊在管上。
省煤器管护瓦为ф32+1×368×4或按图样生产的U型护瓦,低,高过热器管护瓦为ф38+1×368×4,ф42+1×368×4或按图样生产的U型护瓦。省煤器护瓦本公司可生产2.0㎜或3.0㎜厚的护瓦。四管护瓦的寿命一般为2~3年。
联系人:梁生
手机:+86 13500015726
电话:+86 20 87025847
邮箱:gzkechao@163.com
地址: 广东省广州市黄埔区科丰路87号万达广场C3栋1605室